Ponieważ otrzymujemy bardzo dużo zapytań dotyczących Zeusa i zrobotyzowanego lutowania,
przygotowałam na dziś odpowiedzi na najczęściej zadawane pytania FAQ.
-
Jakiego rodzaju komunikacja jest w sterowniku/kontrolerze ZEUS
Kontroler ZEUS komunikuje się z kontrolerem robota po naszym własnym protokole. Istotne jest to że wszystkie parametry są dostępne na kontrolerze robota (temperatura, ilość podanej cyny, stan wejść i wyjść, błędy). Zmienne można przekazać dalej do systemów nadrzędnych czyli główne sterowanie PLC.
-
Czy możliwe jest sterownie centralne, przez nadrzędny system (panel + sterownik)
Oczywiście że tak. Można bez problemu podpiąć pod sterownik Siemens, Omron, Mitsubishi (te już przetestowaliśmy) i na pewno inne też. Przygotowaliśmy otwarty protokół, dzięki którego Zeusa można komunikować z dowolnym sterownikiem. Protokół jest oparty na IP/UTP. Sterownik staje się niejako masterem i można nim zarządzać procesem.
-
Jak wygląda podłączenie systemu SAFETY
Kontroler robota posiada proste safety (jeden obwód). Szczegóły są obszernie opisane w dokumentacji robota. Można korzystać z ProfiSAFE. Można użyć dodatkowy przekaźnik/sterownik bezpieczeństwa.
-
Jakie cechy powinien posiadać materiał użyty na podstawki pod płytki lutowane PCB
Wszystko co nadaje się jako ESD (ElectroStatic Discharge). Ale może być aluminium, może być POM. Może być stal nierdzewna.
-
Czy Zeusem można polutować wszystko?
W zasadzie odpowiedź brzmi – TAK, Zeusem można polutować wszystko co nadaje się do lutowania. Jednak należy zadań sobie pytanie po co chcemy robotyzować lutowanie. Żeby lutować szybciej, dokładniej, bardziej powtarzalnie? Jak mówiłam, wszystko zależy od założeń – liczby i wielkości pól lutowniczych, czasów, rodzaju lutowia.
-
Jaki przebieg ma proces, jakie ma parametry i ile zajmują poszczególne etapy
To jest zadanie integratora i technologa procesu aby określić proces załadunku, rozładunku, sposób lutowania i jego charakterystykę. Każdy element lutowany może mieć inne parametry. W zeusie można ustawić różne profile z różnymi temperaturami czy szybkością podawania cyny. Inaczej będzie wyglądał proces dla małych pól i elementów lutowanych, a inaczej dla dużych, gdzie może potrzebne będzie podgrzewanie fikstury.
Jeśli w tym obszarze Państwo potrzebujecie wsparcia, świadczymy usługi robotyków.
-
Jakiego rodzaju, w jaki sposób i jak często dostarczamy materiały na stanowisko (cyna, topnik, itp.)
Topnik jest w spoiwie. Standardowo spoiwo (cyna + topnik) ma masę netto 1kg. Drut lutowniczy jest automatycznie podawany do głowicy poprzez teflonową tubę. Podajnik ma wbudowany czujnik zakleszczenia i braku cyny – stacja zatrzyma się jeśli cyna się skończy.
-
Jaka jest niezawodność i powtarzalność procesu (kwestie jakościowe, ilość braków, trudność weryfikacji braków, itp.)
Wszystko zależy od procesu. Ustawienie na poziomie 95% dobrych połączeń nie jest problemem. Jeśli klient żąda więcej, to stacja musi być wyposażona w dodatkowe oprzyrządowanie (pomiar wysokości grota, czujnik siły nacisku). Zależne od aplikacji.
-
Jak przebiega autodiagnoza procesu, samoczyszczenie, inne czynności pomocnicze ?
Możemy wyposażyć stację w system wizyjny kontrolujący spoiny. Zestaw można dodatkowo wyposażyć w automatyczny czyścik i w zależności od procesu robot lub siłownik może automatycznie włączać czyścik i czyścić grot. Jedno czyszczenie warto zrobić co około 20-30 punktów lutowniczych. Duże znaczenie ma system załadunku czyli w jaki sposób elementy są podawane do lutowania – czy na przenośniku w sposób ciągły czy może mamy do dyspozycji tylko ręczny załadunek.
-
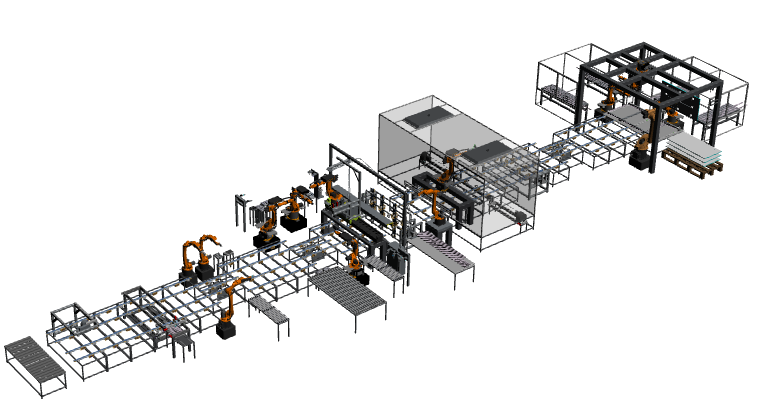
Ile robotów obsługuje linię w celu realizacji założeń: 15000 przylutowanych elementów w 7,5h
Jedno połączenie lutowane to około 1-3 sekundy, klasa 1, IPC-610. Klasa 2 to już około 3-6 sekund. Do tego trzeba dodać czasy czyszczenia grotów – jedno czyszczenie warto zrobić co około 20-30 punktów lutowniczych. Wszystko można przeliczyć.




Recent Comments