The furniture industry is implementing more and more automation solutions. After all, our region is a real woody basin and a paradise for furniture manufacturers. A leading company in the industry challenged us and on its behalf we prepared a packaging stand.
Packages with furniture
We analyzed 32 different packages of furniture in terms of individual elements that are in it – from furniture boards, fillings, fittings and spacers. We’ve also developed a clever way to put these parts in packages.

Horus – a flexible tool
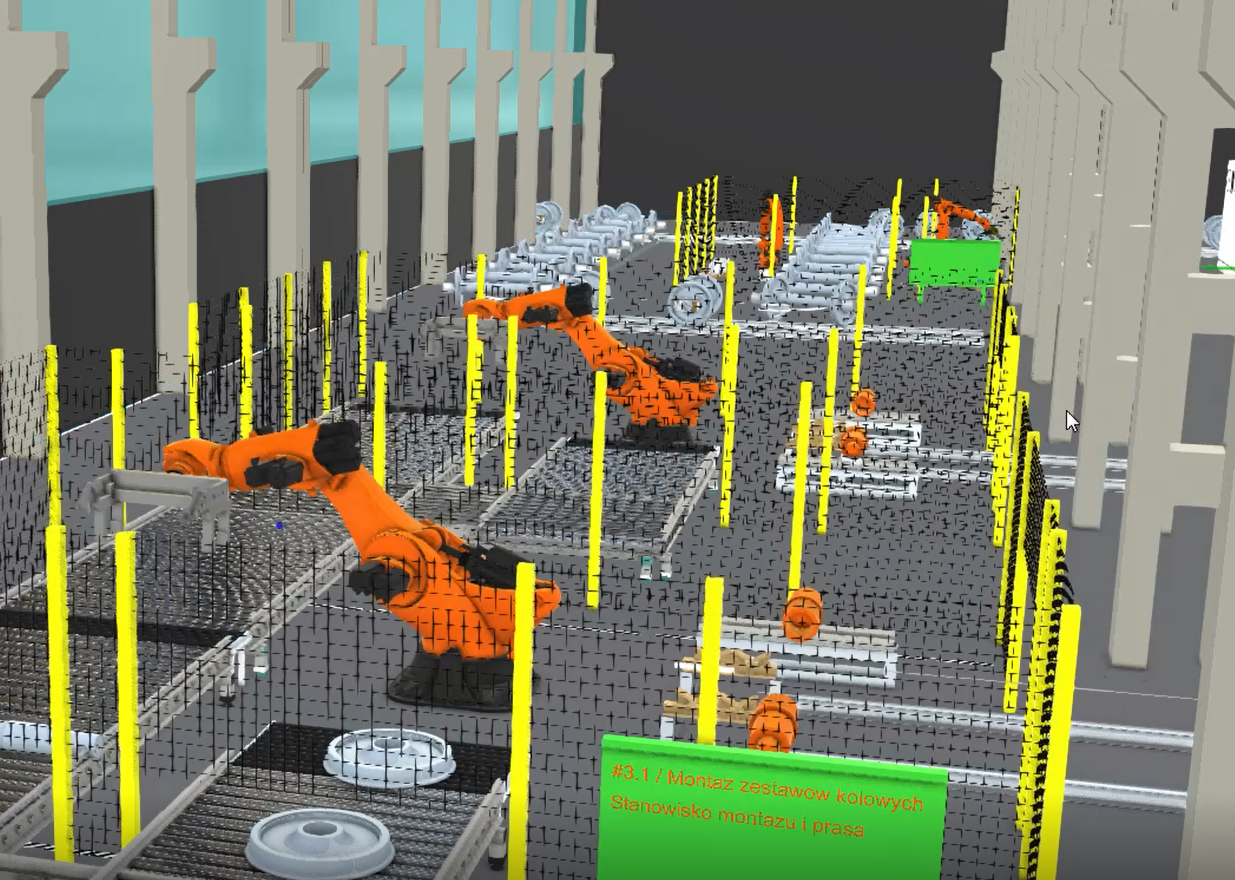
The biggest problem in the packaging process was the way the elements were fed. They were stored on pallets without positioning. The robot as a tool is very precise, but blind. Horus – the eye for the robot allows for offset processes so that the robot could take plates and spacers directly from the pallet.

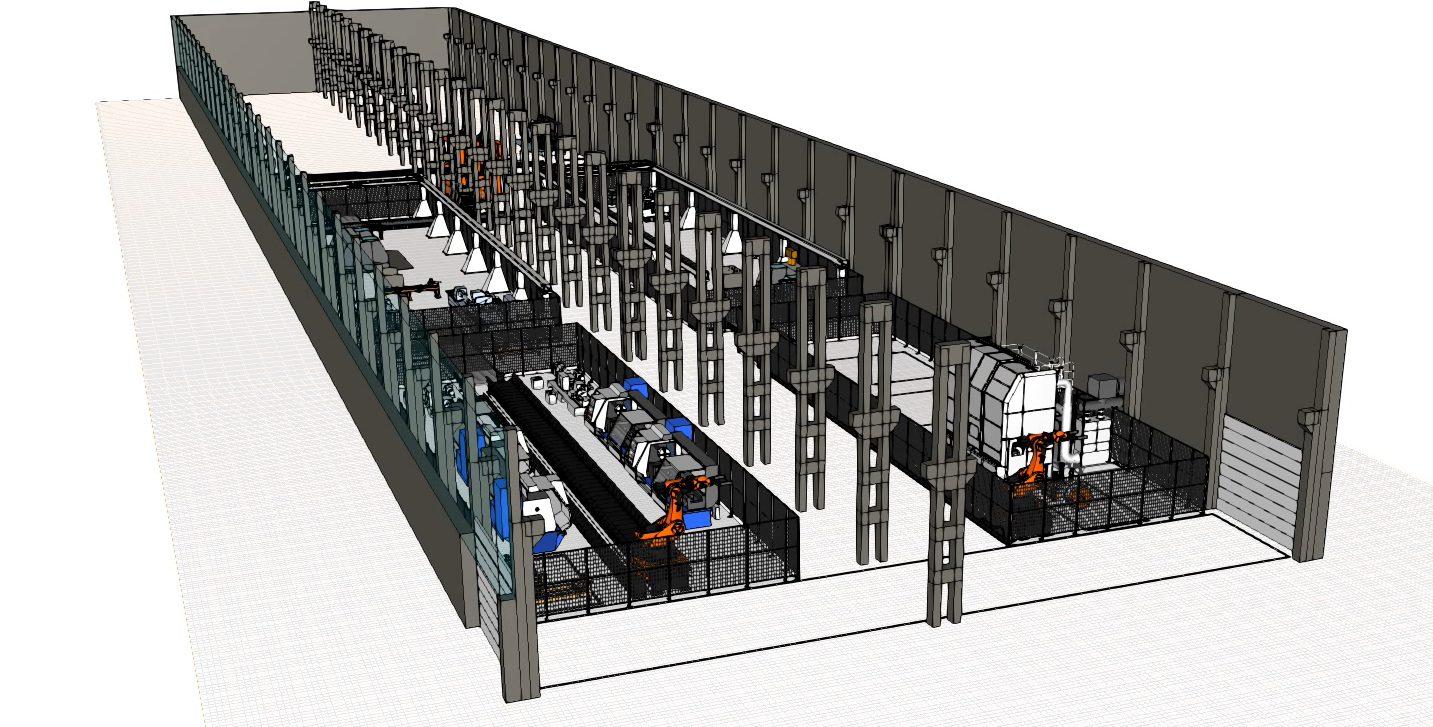
Factory 4.0
Robotic packaging was possible thanks to a set of tools. A Horus scanning head and a Schmalz vacuum gripper are mounted to the KUKA robot arm. The robot scans the working field in 3D, the algorithm marks the individual parts, and the gripper takes them. This flexible solution allows you to take with one tool both furniture boards (regardless of color, shape or thickness), paper spacers, honeycomb spacers. Tacktime for individual processes was 6 s for individual parts of the packages.
Robogrant
At Alnea, we know how to automate with our heads. We also optimize processes in the furniture industry. We are also waiting for the announcement of the PARP – Robogrant competition. It is to include support for furniture companies in the purchase of a robot. PARP has been conducting promotional activities for several months, but the competition has not yet been announced, and the deadline is still being postponed.




























Recent Comments